Why Innovate?
- Minimized setups
- Minimized labor
- Higher production
- Higher profits
Take 60 seconds to watch how innovative workholding can get more done with less time and effort. Then browse our products to see what’s right for you.
Shop NowWorkholding Systems
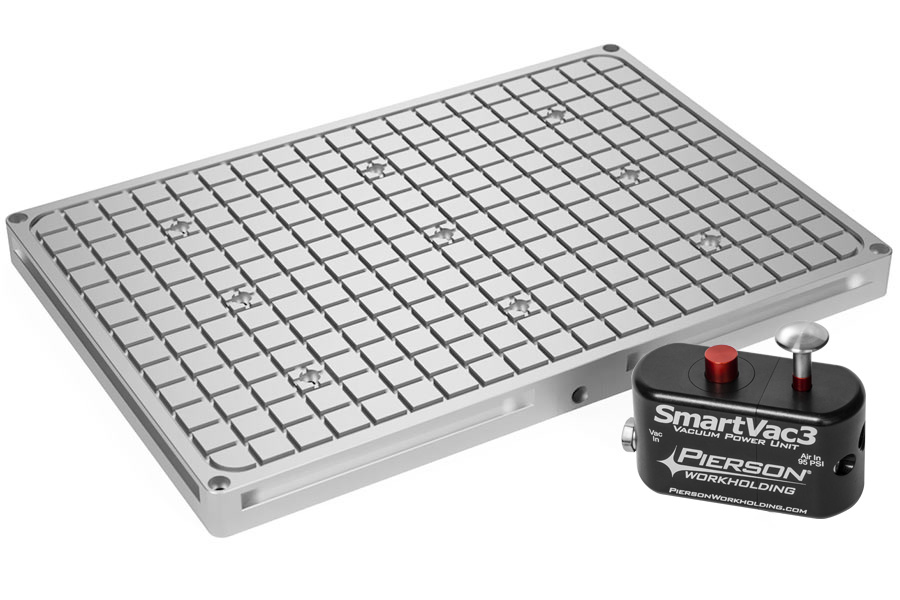
SmartVac 3
-
A Must-Have for Flat Materials
Easily holds materials with large surface areas and thin profiles that a vise just can’t handle.
-
Easily Customized for Any Shape
For custom shaped parts our Top Plates are easily modified to create gasket channels that match the part’s shape.
-
High Power & High Efficiency
The Vacuum Power Unit only requires 85 psi of compressed air to draw a powerful 28” Hg of vacuum.
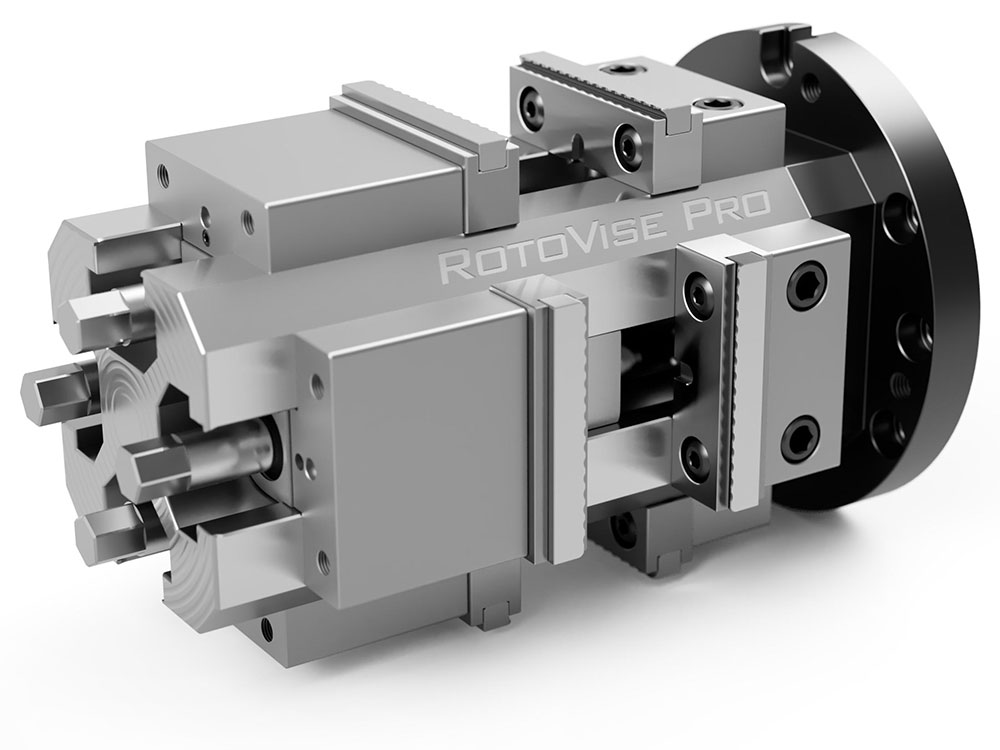
The RotoVise Pro
-
12x Production Boost
Holding 4 parts with access to 3 sides each is a MAJOR advantage over traditional vise workholding.
-
Ultra Rigid Construction
Made of rugged, vibration dampening ductile cast iron. The compact design means no tailstock is needed.
-
Universal Fit
Fits any brand of rotary table that uses 4 or 6 t-slot platters.

Pro Pallet System
-
Save Time & Money
Swapping identical fixtures in and out of your machine in seconds minimizes idle spindle time and maximizes profits.
-
Solid Construction
The Base consists of a cast iron core and hardened stainless components housed in a hard anodized aluminum body.
-
Strong & Secure
Dual radial locking mechanisms provide over 3000lbs of downward force. These spring powered locks keep your pallets in place even if there’s a loss of air pressure.

Mini Pallet System
-
Designed For Startups or Smaller Machines
The benefits of high density workholding are now available for compact machines at a lower starting cost.
-
Same Robust Components
It might be smaller but the combination of hard anodized aluminum and hardened stainless components mean it’s just as tough as our larger Pro Pallet System.
-
Strong & Secure
The single radial-bearing locking mechanism provides over 1500 lbs of downward locking force. The spring powered lock keeps your pallets in place without air.